
لوله لاستیکیبه دلیل محتوای لاستیکی آن که یک الاستومری است که استحکام و دوام بالایی دارد و همچنین می تواند بدون آسیب دائمی کشیده شود و تغییر شکل دهد، به طور مشخص با سایر لوله ها متفاوت است. این عمدتا به دلیل انعطاف پذیری، مقاومت در برابر پارگی، انعطاف پذیری و پایداری حرارتی آن است.
لوله لاستیکی با استفاده از یکی از دو فرآیند تولید می شود. روش اول استفاده از سنبه است که در آن نوارهای لاستیکی دور لوله پیچیده شده و حرارت داده می شود. فرآیند دوم اکستروژن است که در آن لاستیک از طریق قالب عبور می کند.
چگونهلوله لاستیکیساخته شده است؟
فرآیند ماندرل
رول لاستیکی
لاستیک مورد استفاده برای تولید لوله لاستیکی با استفاده از فرآیند سنبه برای تولید در رول نوارهای لاستیکی تحویل داده می شود. ضخامت دیواره های لوله با ضخامت ورق ها تعیین می شود. رنگ لوله با رنگ رول تعیین می شود. اگرچه رنگ ضروری نیست، اما به عنوان روشی برای تصمیم گیری در مورد طبقه بندی و استفاده نهایی از لوله لاستیکی استفاده می شود.

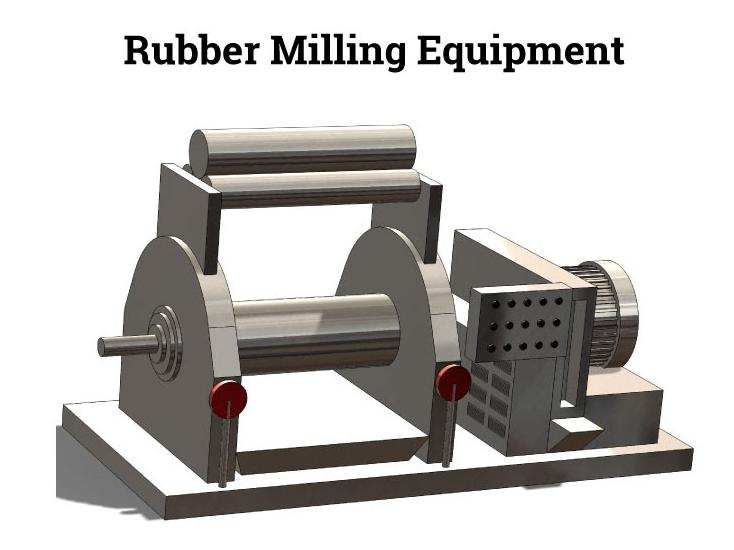
آسیاب
برای انعطاف پذیری لاستیک برای فرآیند تولید، آن را از طریق آسیابی اجرا می کنند که نوارهای لاستیکی را گرم می کند تا لاستیک نرم و صاف شود تا اطمینان حاصل شود که بافت یکنواختی دارد.
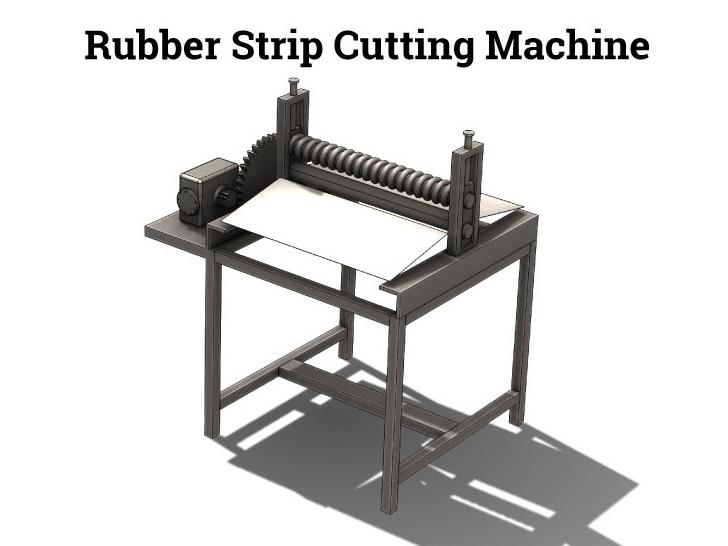
برش
لاستیک نرم و انعطاف پذیر به دستگاه برش منتقل می شود که آن را به نوارهایی با عرض مساوی برش می دهد تا متناسب با عرض و ضخامت اندازه لوله لاستیکی ساخته شده باشد.
سنبه
نوارهایی که در برش ایجاد شده اند به سمت سنبه فرستاده می شوند. قبل از پیچیدن نوارها روی سنبه، سنبه روغن کاری می شود. قطر سنبه دقیقاً به اندازه سوراخ لوله لاستیکی است. با چرخش سنبه، نوارهای لاستیکی با سرعت یکنواخت و منظم دور آن پیچیده میشوند.

فرآیند بسته بندی ممکن است برای رسیدن به ضخامت مورد نظر لوله لاستیکی تکرار شود.
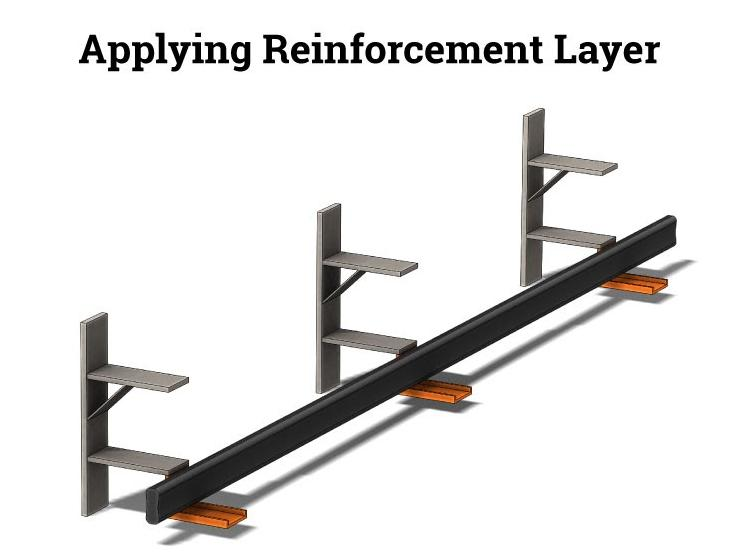
لایه تقویتی
پس از اینکه لوله به ضخامت دقیق رسید، یک لایه تقویت کننده اضافه می شود که از یک ماده مصنوعی با استحکام بالا ساخته شده است که روکش لاستیکی دارد. انتخاب لایه بر اساس میزان فشاری که لوله لاستیکی ممکن است تحمل کند تعیین می شود. در برخی موارد، برای استحکام بیشتر، ممکن است به لایه تقویت کننده سیم اضافه شود.
لایه نهایی
لایه نهایی لایه برداری لاستیکی پوشش بیرونی آن است.

نوار زدن
هنگامی که تمام لایه های مختلف نوارهای لاستیکی اعمال شد، تمام طول لوله تکمیل شده در نوار نایلونی مرطوب پیچیده می شود. نوار منقبض می شود و مواد را به هم فشرده می کند. نتیجه بسته بندی نوار، یک روکش بافت بر روی قطر خارجی (OD) لوله است که به یک دارایی و مزیت برای کاربردهایی که در آن لوله استفاده می شود تبدیل می شود.
ولکانیزاسیون
لوله روی سنبه برای فرآیند ولکانیزاسیون در اتوکلاو قرار میگیرد که لاستیک را خشک میکند، که آن را الاستیک میکند. پس از اتمام ولکانیزاسیون، نوار نایلونی منقبض شده برداشته می شود.

برداشتن از سنبه
یک انتهای لوله برای ایجاد فشار محکم بسته شده است. یک سوراخ در لوله برای پمپاژ آب ایجاد می شود تا لوله لاستیکی از سنبه جدا شود. لوله لاستیکی به راحتی از سنبه لیز می خورد، انتهای آن بریده می شود و به طول های دلخواه بریده می شود.
روش اکستروژن
فرآیند اکستروژن شامل فشار دادن لاستیک از طریق یک قالب دیسکی شکل است. لوله لاستیکی ساخته شده توسط فرآیند اکستروژن از یک ترکیب لاستیکی نرم وولکان نشده استفاده می کند. قطعات تولید شده با این روش نرم و قابل انعطاف هستند که پس از فرآیند اکستروژن ولکانیزه می شوند.
تغذیه
فرآیند اکستروژن با وارد کردن ترکیب لاستیکی به اکسترودر آغاز می شود.
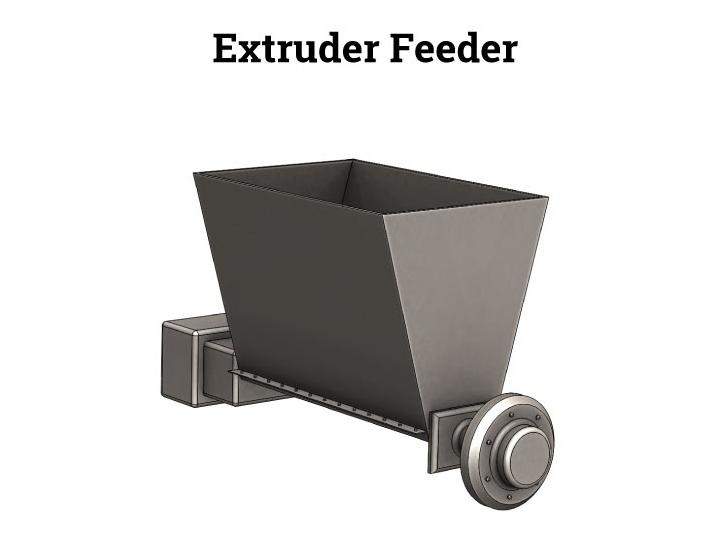
پیچ گردان
ترکیب لاستیکی به آرامی فیدر را ترک می کند و به پیچی که آن را به سمت قالب حرکت می دهد تغذیه می شود.
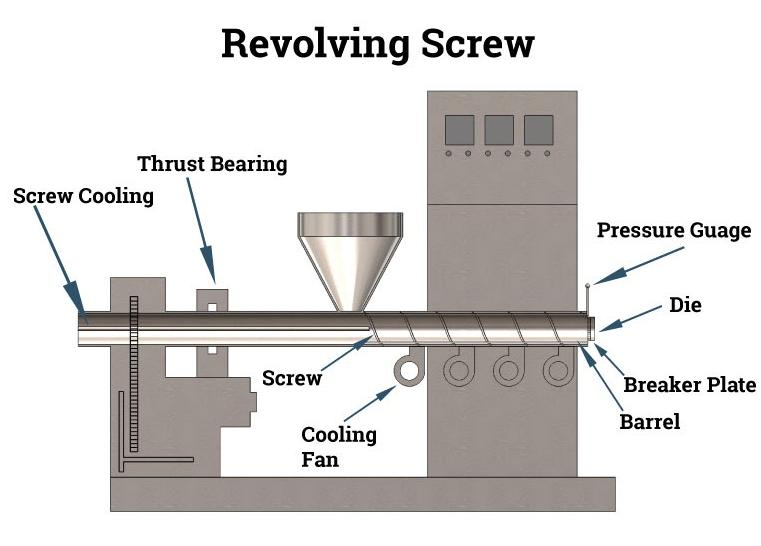
قالب لاستیکی
همانطور که مواد لاستیکی خام در امتداد پیچ حرکت می کنند، به نسبت دقیق قطر و ضخامت لوله از طریق قالب عبور می کنند. با نزدیکتر شدن لاستیک به قالب، دما و فشار افزایش مییابد که بسته به نوع ترکیب و سختی مواد اکسترودر متورم میشود.

ولکانیزاسیون
از آنجایی که لاستیک مورد استفاده در فرآیند اکستروژن ولکانیز نشده است، پس از عبور از اکسترودر باید نوعی ولکانیزاسیون را تجربه کند. اگرچه تصفیه با گوگرد روش اصلی برای ولکانیزاسیون بود، اما انواع دیگری نیز توسط تولیدات مدرن توسعه یافته است که شامل روشهای ریزافزار، حمام نمک یا انواع دیگر گرمایش میشود. این فرآیند برای انقباض و سخت شدن محصول نهایی ضروری است.
فرآیند ولکانیزاسیون یا پخت را می توان در نمودار زیر مشاهده کرد.
زمان ارسال: اوت-25-2022